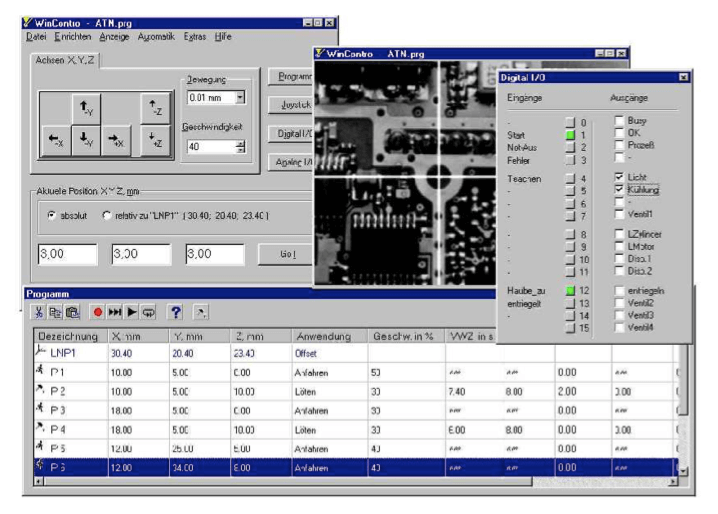
Die Steuerung WinControl stellt das Verbindungselement zwischen dem Anwender und dem Lötroboter dar. Es ist möglich Arbeitsprozesse zu erstellen, zu speichern, zu verändern, auszuführen und zu überwachen. Da WinControl ein Windows-Programm ist, wird sich der Benutzer, der mit diesem Betriebsystem vertraut ist, sehr schnell zurechtfinden. Über die Dialogfenster analog I/O und digital I/O können alle Ein- und Ausgänge überwacht und manuell geschaltet werden.
n
nDie integrierte RS232-Schnittstelle ermöglicht die Kommunikation mit einer externen Prozess- Steuerung. Mit Hilfe des Programmeditors wird der Arbeitsprozess verwaltet. Die Koordinatenerfassung erfolgt entweder durch interaktives Teachen, direkte Eingabe mit der Tastatur oder Einlesen externer Daten. Zur Vermeidung von Kollisionen mit dem Bauteil können Stützpunkte definiert werden, die eine Quasi- Bahnsteuerung ermöglichen. Für jeden Bearbeitungspunkt kann eine variable Anzahl von Prozeßparametern gespeichert werden. Die Bearbeitungsroutinen zur Auswertung der Prozessparameter können als eigenständige Programme frei implementiert werden.